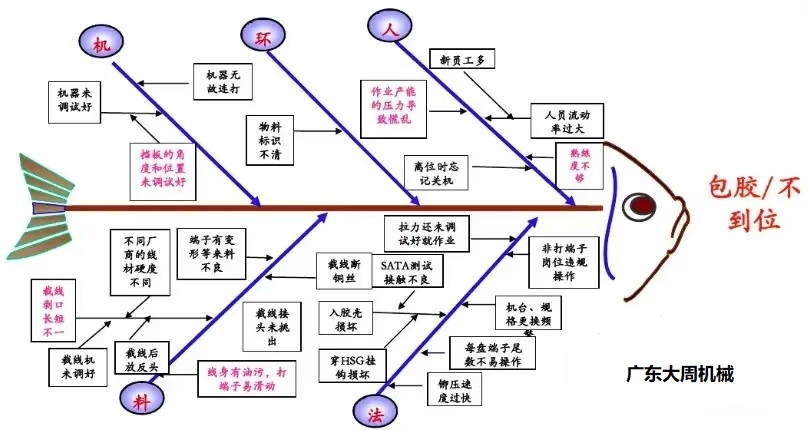
端子铆接不良现象
浏览次数:738
|
发布日期:2024-11-20
1.人员流动率大,新员工多,培训不足
新员工入职或调岗到端子铆压工位的员工,必须经过培训,考核合格后方可正式操作,并由此建成端子操作培训资料。
2.产能压力大,铆压速度快,操作过程慌
3.挡板变形/调试不当;刀模不配合,未调试好
4.裁线剥口长度不一,线身油污
裁线剥口量测:不再使用机器本身配置的量具,改用每台机配置一把经校验后的钢尺。
- 上一篇 >: 新能源线束端子压接,你的接收标准达标了吗?
